
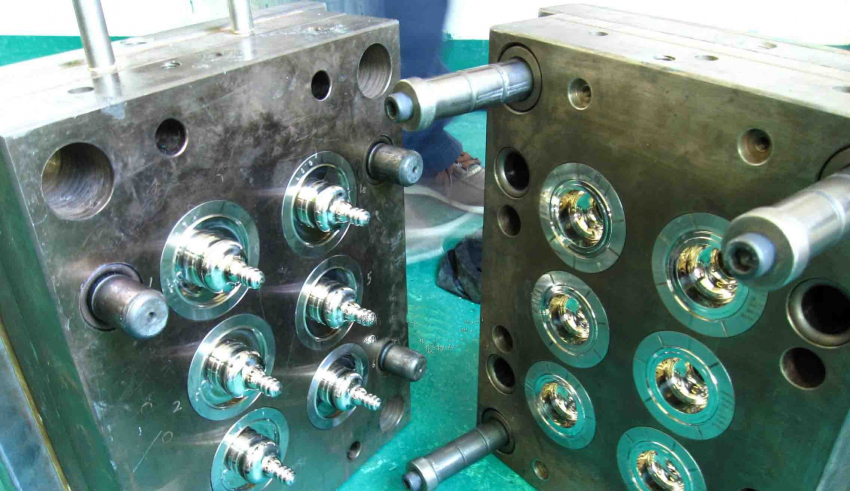
By applying heat and pressure, raw materials like Phenolic, BMC/DMC, SMC, Melamine, or Urea Epoxy undergo a chemical transformation in the mold tool, resulting in compression composite moulding.
With the material charge in place, the mold tool is clamped shut. The resins in the material become less dense at the instrument’s temperature of 130C to 180C, enabling the substance to flow and fill the tool mold form under the pressure of the hydraulic press.
Throughout processing, a chemical reaction will occur under the influence of heat and pressure, but it will never reverse itself. The molded product is wholly hardened and cured at the time of ejection from the mold tool.
The time required to complete the procedure is calculated using the material’s available cure rate per millimeter of the thickest portion of the final product. Products are at the same temperature as the mold tool when expelled from the mold. Thus, a skilled press operator is necessary for safe handling.
Table of Contents
What products can be produced?
Compression molding is used to create all of the popular Melamine dinnerware and serving pieces. Every deli uses the same wood for its cheese boards. Because it may be colored for easy wiring system identification, it is often utilized in industrial fuse protection systems. Urea material makes hard toilet seats and covers because it is easy to clean, resistant to chemicals, and comfortable to the touch.
Compression molding is also used to create structural components that may be used in place of metal. These components are easy to clean, have a natural coloration, and are resistant to oil and water.
Compression molding is also used to make electrical termination boxes, rail insulators, rail seat backs, instrument doors and cases, and drainage water gratings, among many other applications.
How Efficient Is Compression Molding?
It is common to practice to utilize compression composite moldings in high voltage electrical applications because they provide full insulation and are robust enough for structural integration into the final product. Other advantages include excellent stability throughout a broad temperature range and resistance to high temperatures.
As a result of temperature changes, compression composite moldings will not warp, twist, or expand/contract (creep resistance). This method also has minimal smoke emissions and is very fire resistant. No electrical tracking or machining is required, and threaded metal fittings may be molded directly into the plastic. This procedure provides several options for designers to assess the final cost of their work.
High-quality steels are used in the production of mold tools. This steel may be chrome-plated to increase wear resistance and, in certain circumstances, to fit the product material, high-polished for lower-volume applications or completely hardened for higher-volume applications requiring complicated technical mouldings.
Production runs of a given product may be as little or as large as the needs of the final product’s use dictate. Compression composite moldings are often built to last a long time since they are designed and produced to withstand the stresses of the final product’s use. Thus, molding prices are determined by the customer’s desired material and quantity.












{kind=link}